[回上頁 | 顯示此文件為可列印格式]
此文件提供者: shuYing - [評分 : 0.00 (0 票選) | 評分!]
斃死畜禽處理及再利用
雷鵬魁[1]*黃裕益1謝廣文1鄭冠富[2]沈葆南2吳祥銘[3]
[1]中興大學生物產業機電工程學系
[2]中興大學生物產業機電工程學系博士班
[3]中興大學生物產業機電工程學系碩士班
摘要
為針對化製流程與場房設計進行探討,經由中華民國境內5家化製場參訪與調查,建立具體化製流程與設備基礎資料,並與日本化製流程比較,且依中華民國境內化製流程及化製場之消毒方法消毒設備及管理辦法,進行場房設計,再與中華民國境內化製場現況比較,提供改善方向與方法。中華民國境內化製流程為化製原料經集運後稱重與集中,再經切絞碎、高溫蒸煮、翻炒與油骨分離處理,油骨分離後產生油與肉骨粉半成品,油經過濾後送至貯油槽貯存,肉骨粉半成品經粉碎與包裝後送至貯存區存放,待下游業者收購。各化製場每公斤原料製成之肉骨粉皆相同為0.3公斤,而製出的油確有些不同,最高為0.08公升,最少為0.05公升,此尚待化製業者及相關人員進行探討,以提升化製場生產效率。中華民國境內與日本化製流程主要不同處在於殺菌脫水方式、臭氣處理及污水處理等方面,其中臭氣處理之差異最大,日本經由場房規劃設計配合脫臭處理設備,針對整個場內臭氣進行處理,並依高中低不同臭味濃度分別以燃燒脫臭或藥洗脫臭進行處理,此值得中華民國境內學習,以改善化製場產生之臭氣問題。場房設計採以直向、橫向或U型設計,避免原料與產品為同一出入口,且將每個作業區劃分為獨立空間,以利臭氣處理規劃設計,降低處理困難度及操作成本。目前中華民國境內化製場作業區配置皆尚有改善空間,可將原料與切絞碎區與蒸煮區分開為兩個獨立作業區間,翻炒及油骨分離獨立為一作業區間,與肉骨餅粉碎及包裝分開,以利後續空氣處理規劃與探討及改善。
關鍵字:化製、斃死畜禽處理、斃死畜禽處理後再利用
一、前言
畜牧生產隨著管理技術與設備之提升,由早期副業經營轉變為專業化密集飼養,飼養量亦隨著增加。動物在飼養過程中,部分因氣候環境因素之影響而死亡,或因傳染性疾病(口蹄疫或禽流感…等)導致死亡,產生斃死之動物屍體,或者經由屠宰後產生的廢棄屠體、內臟、皮、骨或蹄等,皆需進行後續處理,避免對環境或動物造成影響,其處理方式有掩埋、焚化及化製等方式,此些不同的處理方式均有其因時因地的必要性與適用性(雷,2004)。掩埋法是最普遍的最終處置方式,於掩埋後需立標示牌標示,但此種處理方式有掩埋地點難選及掩埋液滲透等問題;焚化法是以焚燒的方式將廢棄物轉化為不含可燃物質之殘餘物及氣體而排入大氣中,其殘餘物及不可燃物質得另行處理,且排放之氣體需符合環保規定,不然會造成二次污染等問題(林,1985),其具有減量及去除有毒物質之效果,更能長期性的降低遺害性等優點,但是焚化爐設施及營運費用卻相當的昂貴,並非一般業者皆能負擔;化製法是將動物屍體或廢棄屠體、內臟、皮、骨或蹄等經由加工處理,分解成油脂及蛋白質等可再利用之資源,在動物傳染病防治條例細則定義以動物屍體、廢棄屠體及其內臟、皮、血液、骨與蹄等為原料,經加工化製為肥料、飼料、皮革、膠及工業用油脂等之場所為化製場。目前中華民國境內化製場共計5場,其分佈為屏東縣1場,台南縣1場,雲林縣3場。化製加工處理需有場房及加工設備,建置成本高,但因屬於集中處理方式,由專業化人員進行管理與操作,且處理速度快,所需時間短,並可將動物屍體或廢棄屠體、內臟、皮、骨或蹄等未利用之資源經過加工處理變為可利用之資源,可達到農業永續經營之目標,較掩埋及焚化法之處理方式為佳。
化製處理雖具有較佳之處理優勢,但中華民國境內化製處理因未有完善之規劃,在處理動物屍體或動物肉骨內臟廢棄物的過程中,容易形成惡臭及廢水等問題,尤其於輸送路途、原料堆放區及蒸煮過程中最為嚴重,所產生之惡臭與廢水等常對鄰近地區造成環境之污染,使化製場成為被抗爭之對象。中華民國境內外對廢水處理之研究相當多,已發展出多種處理設施,如畜舍的三段式糞尿處理設施、活性污泥法、TBX生物膜法、微細固型物法等等;在惡臭防止方面,有研究如何盡量減少化製場本身產生之惡臭,如冷藏回收車的利用,如日本山口縣化製場利用冷藏庫貯存動物屍體等,在化製場的脫臭可利用木屑、岩棉、活性污泥、土壤等脫臭裝置,並針對化製場臭氣濃度與特性分類為高、中、低臭氣濃度,並以燃燒方式處理高臭氣濃度之空氣,而中低臭氣濃度採以藥液洗淨、吸收、氧化處理等脫臭處理再排放,改善化製場臭氣問題。這些廢水及臭味處理技術皆可應用在中華民國境內化製場以改善廢水及臭味問題。但追根究底而因中華民國境內化製場場房設計缺乏完善之規劃,而增加廢水及臭味處理設備之建置與操作之困難度。由於目前中華民國境內尚無相關研究針對化製場作業流程及場房設計進行探討,無資料可供化製場參考,化製業者皆土法煉鋼,頭痛醫頭,腳痛醫腳,致使改善速度緩慢,此乃逼切待解決之問題。
為針對化製場作業流程及場房設計進行探討,由中華民國境內現有5場化製場進行現場訪視及調查與紀錄,建立化製作業流程及場房設計之基礎資料,供業者及相關人員參考,是以本研究目的如下:
1.收集中華民國境內化製場作業流程,歸納具體化製作業流程及相關使用設備,並與國外化製作業流程比較。
2.依據化製作業流程及使用設備與化製場之消毒方法消毒設備及管理辦法,進行場房規劃設計。
3.比較場房規劃設計與中華民國境內化製場現況,並提供改善方向與方法。
二、材料與方法
進行中華民國境內現有5家化製場(屏東縣1家、台南縣1家與雲林縣3家)現場參訪與調查,收集相關動物屍體及動物肉骨內臟廢棄物之化製流程資料,整理與歸納出一具體之動物屍體化製處理作業流程與化製加工設備流程圖,建立化製作業流程及加工設備基礎資料。並由中華民國境內化製流程及設備與日本熊本公社化製場進行比較與討論。
依據歸納之具體化製作業流程及化製加工設備流程圖,並參考動物傳染病防治條例、廢棄物清理法及化製場之消毒方法消毒設備管理辦法等資料,進行化製場場房設計。進一步繪製各化製場作業區配置平面示意圖,並由各場場房現況進行討論,提供改善方向及方法並探討處理後之產物。
三、結果與討論
1.化製作業流程
經由中華民國境內5家化製場現場參訪,整理與歸納後之具體化製作業流程如圖1所示,化製原料(動物屍動物屍體及動物肉骨內臟廢棄物)主要由畜牧場、屠宰場、肉品或食品加工廠及傳統市場…等產生,動物屍體主要由畜牧場產生,若畜牧場無法自行處理斃死動物屍體,則可委託化製場處理,畜牧法規定畜牧場應與化製場訂立委託化製動物屍體或廢棄屍體契約書,並填寫「委託清除化製之原料來源三聯單」,隨原料交給化製場委託之化製原料運輸車,其駕駛應予以核對後簽收,並將丙聯交委託化製處理之業者收執,甲、乙兩聯隨車攜帶備驗,並於運抵化製場時交付化製場以供核對,其中乙聯由化製場彙集後轉交動物防疫機關。動物肉骨內臟廢棄物主要由食品或肉品加工廠及傳統市場產生,由化製場或集運業者向其收購,再經由集運車集運至化製場處理。化製原料集運至化製場後,先經過稱重,紀錄動物屍體重量,然後卸至原料區集中,此後原料再進行切絞碎處理,減少物料粒徑,切絞碎粒徑在100mm以下,以利後續加工處理,於切絞碎後經高溫蒸煮製成肉骨粉半成品,蒸煮作業為批次處理,一批最大處理量為15噸,蒸煮作業溫度為140-180℃,壓力7kg/cm2以下,連續蒸煮13~15小時,主要為殺菌及去除水分,國外化製場之滅菌處理,如丹麥德卡公司化製場之化製原料滅菌處理,其作業溫度133℃以上,壓力3bar(3.059kg/cm2),且至少滅菌20分鐘以上,且肉骨粉顆粒尺寸不能超過50mm(蘇,2007)。在蒸煮後之粗料再經過翻炒攪拌,其作業溫度為95-105℃,將粗料中的油脂軟化為液態,然後進行油骨分離,蒸煮後之粗料溫度約為100℃,可直接進行油骨分離,但因蒸煮批次作業最大量為15噸,油骨分離無法快速處理完15噸之粗料,因而在等待油骨分離作業時,粗料溫度下降,所以在油骨分離前需再進行加熱翻炒攪拌,將粗料中的油脂軟化。在油骨分離後產出油與油渣及肉骨粉半成品,油與油渣再經過過濾,過濾後之油送至貯油槽貯存,最後裝桶出場,販售給下游業者作為飼料用油或肥皂用油。過濾後之油渣則再回到油骨分離進行分離。肉骨粉半成品(肉骨餅)則經過粉碎細碎,然後裝袋包裝再出場,販售給下游業者作為飼料原料或肥料原料。
由中華民國境內5家化製場訪視與收集之資料整理,表1為5家化製場基本資料,各場平均日處理量為40~90噸,以一天24小時連續作業之最大日處理量為90~240噸,隨著各場處理量不同,每日作業時間為12~15小時不等,各場年作業日皆為365天,全年無休;由各場之處理可知,各場以平均日最小處理量計算,則中華民國境內化製場平均一日可處理290噸的動物屍體及動物肉骨內臟廢棄物;若以各場一日最大處理量計算,則可達到980噸,此可供大量動物屍體處理規劃參考。在化製成品部份,各場每公斤原料製成之肉骨粉皆相同為0.3公斤,而每公斤原料製出的油確有些不同,A場之0.08公升最高,以B與D場的0.05公升最少,雖每公斤動物屍體製出的油只有相差0.03公升,但若以一天40噸處理量計,A場可製出3200公升,B與D場可製出2000公升,一日差為1200公升,此部份尚有待化製業者及相關人員進行探討,以提升化製場生產效率。
2.化製處理設備
依據化製場化製作業流程及相關淸洗消毒設備及各處理階段所使用之設備進行整理,如圖2為中華民國境內化製設備流程,化製原料(動物屍動物屍體及動物肉骨內臟廢棄物)經由集運車(圖3)以固定路線進行集運並載送至化製場,然後經由地磅(圖4)稱重,稱重後將化製原料卸至原料集中區,集運車輛於卸貨後進行清洗,然後經由消毒設備(圖5)進行消毒,車輛於消毒後再稱空車重,然後離開化製場;化製原料集中在原料區內,當原料足夠進行化製時,經由鏟裝機(山貓)(圖6)鏟裝至切絞碎機(圖7)進行切絞碎,將物料粒徑減小,再由螺旋輸送機輸送進入高溫蒸煮設備(圖8),高溫蒸煮設備之熱源由蒸氣鍋爐提供,中華民國境內化製場使用之蒸氣鍋爐主要為重油蒸氣鍋爐(圖9)及木柴蒸氣鍋爐(圖10)兩種鍋爐,目前中華民國境內5家化製場中有2家僅有重油蒸氣鍋爐,另3家則重油及木柴蒸氣鍋爐皆有,利用木柴為蒸氣鍋爐之燃料,可減少能源使用成本,當化製原料量較少時利用重油蒸氣鍋爐提供熱源,減少能源成本之使用,當化製原料量大量且充足時,利用木柴蒸氣鍋爐提供熱源,可減少能源使用成本,雖然木柴蒸氣鍋爐之燃料成本較為低,但其另需一鏟裝機進行木柴蒸氣鍋爐進料用。在蒸煮過程會產生高溫臭味氣體,此氣體經水洗脫臭設備(圖11)後排至大氣。物料經過高溫蒸煮殺菌及去除水分後,再經由螺旋輸送機輸送至粗料暫存區,再由鏟裝機(山貓)鏟裝至翻炒攪拌機入料處,再由螺旋輸送機將半成品送入翻炒攪拌機(圖12),翻炒攪拌機由蒸氣鍋爐提供熱源進行翻炒攪拌,翻炒後之物料再經過油骨分離機(圖13),利用螺旋壓榨原理,將油與固體(肉骨粉半成品)分離,油經由抽油泵送至振動過濾機(圖14)過濾,過濾後之油經抽油泵送至貯油槽(圖15)貯存或裝桶,等待下游業者收購,油渣則再由螺旋輸送機送回油骨分離機再處理;肉骨粉半成品經由鏟裝機(山貓)鏟裝至粉碎機(圖16)細碎製成肉骨粉,肉骨粉再由螺旋輸送機輸送至包裝機(圖17)進行包裝,包裝後之肉骨粉包再由堆高機(圖18)送至成品貯存區堆放,等待下游業者收購。依作業流程將中華民國境內5家化製場化製作業使用之處理設備資料整理如表2,中華民國境內各化製場使用之處理設備皆類似或相同,而因化製場規模大小及化製處理量不同,其各場在各處理階段所使用設備之數量亦不相同。
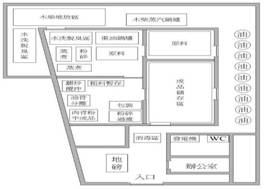
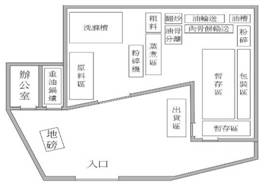
關於國外化製場之化製設備與流程,其與中華民國境內有些不同之處,如鄰近國家日本化製流程與設備,圖19與圖20為日本熊本公社化製流程及設備流程,原料進入化製場後先至絞碎機用原料給料口,此為絞碎投入原料暫存給料口,然後經由絞碎機將投入之原料粗碎為均一大小,粗碎後之物料送入冷藏庫冷藏,待足夠之原料進行化製處理,當原料量足夠後將冷藏之粗碎原料送至予備處理槽之投入原料暫存給料口,然後送入予備處理槽,此予備處理槽為原料與油混合,以一定溫度(70℃)預熱處理,將原料與油進行攪拌予備處理後入O.I.E基準型油炸乾燥裝置進行油炸,主要為殺菌及去除水分,以蒸氣為熱源,油為熱媒體,將物料均一脫水,其熱源由蒸氣鍋爐提供,且蒸氣鍋爐之燃料為化製產出之精製骨油或A重油,物料在油炸乾燥處理後經由特殊油分離裝置將油與固形物分離,分離後固形物再經擠壓機以螺旋擠壓方式將固形物內的油分離出,油再以離心分離機進行油精製,產出之精製油送至油貯存槽;由擠壓機產出之固形物半成品則送至粉碎機粉碎成粉狀成品,粉狀成品經由製品給料口進入計量器,進行稱重與包裝。在化製場內產生之臭氣皆經由脫臭處理後排放,設製有藥洗脫臭裝置及臭氣燃燒裝置,高濃度之臭氣經由臭氣燃燒脫臭裝置處理,中低濃度經由酸鹼洗淨脫臭裝置處理;而場內產生之凝縮水及洗淨排水設有水處理設備進行處理。
由日本化製流程及設備與中華民國境內化製處理比較,中華民國境內與日本主要差異在於原料入場後之前處理、殺菌脫水處理、臭氣處理與廢水處理。各項差異整理如下:
(1)原料前處理方面,中華民國境內將原料集中於原料區,待足夠量後進行絞碎與蒸煮,而日本是將原料先絞碎後送入冷藏庫貯存,待足夠量後進行後續化製處理,其不會有臭氣散出之問題。
(2)在殺菌脫水處理方面,中華民國境內以高溫蒸煮方式處理,而日本是以油炸乾燥處理,中華民國境內之處理方式僅需以蒸氣熱源進行,而日本則需先進行予備處理,將原料與媒體油以一定溫度預熱混合攪拌。
(3)在臭氣處理方面,中華民國境內化製場場房為開放式,且僅針對蒸煮產生之高溫臭氣進行藥洗脫臭處理,而忽略其他作業流程產生之臭氣,而日本化製場各作業區之設計為一獨立且密閉空間,可對整個場內產生之臭氣進行處理,並依臭氣濃度區分,將高濃度臭氣進行燃燒脫臭處理,中低濃度進行藥洗脫臭處理,此為中華民國境內有待學習之部份,以改善化製場臭氣問題。
(4)在水處理方面,中華民國境內目前並無針對廢水進行處理,而日本因凝縮水及洗淨水而設製水處理設備,此亦為中華民國境內有待加強之部份。
3.處理量分析
依據97年度農業統計年度資料分析,97年度豬隻死亡頭數為2,288,624頭,每頭以50公斤估算,豬隻總死亡重量為114,431公噸;97年度牛隻年底在養頭數為133,950頭,以正常死亡率2%計算,初估死亡頭數2679頭,每頭以300公斤估算,牛隻總死亡重量為804公噸;97年度家禽年底在養隻數為120,788,000隻,以正常死亡率2%計算,初估死亡隻數2,415,760隻,每隻以1公斤估算,家禽總死亡重量為2,416公噸;合計以上總死亡重量為117,651公噸。
依前文所敘,中華民國境內化製場平均一日處理量為290~980公噸,年處理量為105,850~357,700公噸。故除一般畜牧場外,化製場處理一般屠宰場、肉品或食品加工廠及傳統市場等所產生之廢棄物,仍尚有餘力可因應疫情爆發時之突增斃死動物。
4.場房設計
化製處理有如食品或肉品加工處理,其最終產出物為油脂及肉骨粉,油脂可作為飼料用油或肥皂用油等,肉骨粉可作為飼料原料或肥料原料,為可利用之資源,惟其原料較一般肉品及農產品不同,具有細菌或病菌等,因此在場房設計上要考量產品衛生及防疫問題。化製場之消毒方法消毒設備及管理辦法第12條中規定化製原料應由化製室入口運入,化製時應以避免動物傳染病病原體污染之方式進行,成品應由化製室出口運出,原料及成品之出入口應分開設置,且原料區與成品區應予區隔,其使用之工具及設備應以顏色區分並不得共用。因此化製場場房規劃設計,第一個條件即為原料入口處及產品出口處需為不同處,避免產品於出場時受污染之問題,有如參觀食品或肉品加工場等,皆由後段處理參觀至前段處理,因後段之病菌或細菌少,且可避免將前段之病菌或細菌帶到後段產品區而污染產品,因而化製場之場房設計則採以直向、橫向或U型設計,使原料入口及成品出口為不同處。
依據化製作業流程及設備程序,考量未來臭氣處理問題,依區劃分為稱重區、消毒區、原料及切絞碎區、蒸煮區、蒸氣鍋爐區、翻炒及油骨分離區、肉骨粉半成品粉碎及包裝區、產品貯存區、空氣處理區與廢水處理區。以直向或橫向原則進行場房作業區規劃設計,如圖21為直向場房作業區規劃,原料入口及成品出口為不同處,稱重區與消毒區為一開放空間,亦可將稱重與消毒區整合為一區,集運車在原料區卸貨後即進行清洗與消毒,再經稱空車重後離開化製場,不會再經過任何作業區域。在消毒區以後之每一個作業區間皆為一獨立空間,且作業區間之物料輸送皆利用螺旋輸送機輸送。消毒區、原料區與切絞碎區清洗產生之廢水及藥洗脫臭產生之廢水則送至相鄰的廢水處理區處理,廢水處理區規劃在消毒區、原料及切絞碎區與空氣處理區附近,可減少管路長度及便於施工;相同原理,蒸氣鍋爐則鄰近蒸煮區及翻炒攪拌與油骨分離區,減少蒸氣輸送距離及熱量損失。將每個作業區間規劃設計為獨立區間,則可依區間之空氣臭味濃度進行不同的脫臭處理,高濃度臭味之空氣可利用燃燒脫臭方式處理,中低濃度臭味之空氣可利用水洗或藥劑水洗方式處理。空氣處理區則鄰近原料與切絞碎區、蒸煮區、翻炒攪拌與油骨分離區及肉骨粉碎與包裝區,依不同臭味空氣條件進行臭味處理,降低臭味處理操作及管理成本。雖肉骨粉半成品區之臭味濃度低,但在粉碎細碎與包裝過程會產生大量粉塵,為確保作業環境乾潔及作業人員安全,利用負壓方式將空氣抽送至空氣處理區除塵,然後排放至大氣,減少作業環境中之粉塵及降低排出氣體造成環境污染問題。物料經過化製作業流程後不會再往前段作業區送,且產品貯存區在最後端,最終之產品不會再受到污染,可達到衛生及防疫之目的。
橫向規劃設計則為將直向規劃設計轉90度或270度即可,設計原則相同。U型規劃設計原則與直向或橫向亦相同,圖22為化製場場房設計U型規劃設計示意圖,原料入口與產品出口不為同一處,且集運車僅經過稱重、消毒及原料區,在入廠或出廠時皆不會再經過其他作業區。相同的,產品出廠之載運車輛則只由出口處入場,載運產品後即由出口處直接出場,不會再經過其他作業區,確保產品衛生及安全性。
4.現有化製場作業區配置
由中華民國境內5家化製場現場參訪,並依各化製場作業區配置現況繪製平面示意圖,如圖23分別為5家化製場作業區配置現況示意圖。每個化製場皆僅有一個出入口,且其原料區皆設置在場區之較裡面,其主要是避免他人經過即看到動物屍體或動物肉骨內臟廢棄物,而引起他人之注意與排斥,但因原料區在場區之較裡面,使的原料在稱重後皆會經過成品區再到原料區,此使得成品受到污染之危險。各個化製場內之原料、切絞碎及蒸煮皆配置在同一作業區,且目前脫臭處理僅針對高溫蒸煮後產生之臭味氣體,並無對原料區及切絞碎產生之臭味進行處理,此為中華民國境內化製場有待改善與加強之部份,若要針對原料及切絞碎產生之臭味進行處理,則要依場房設計之規劃進行作業區劃分,將原料及切絞碎獨立為一作業區間,再利用負壓方式將內部空氣抽送至脫臭處理設備進行處理,此可降低化製場臭味問題。另外,化製場皆將翻炒、油骨分離、肉骨粉半成品粉碎與包裝配置在同一作業區間內,此應將翻炒及油骨分離獨立為一作業區間,肉骨粉半成品粉碎與包裝獨立為一作業區間,翻炒及油骨分離尚有異味產生,但不如前段原料、切絞碎及蒸煮產生之中高濃度臭味,其臭味濃度較底,而肉骨半成品粉碎及包裝雖有異味存在,但最主要乃為粉塵問題,其空氣處理方式不同。將各個作業區劃分為獨立作業區間,有利於後續空氣處理,依不同的空氣臭味條件進行各別處理,可減少空氣處理之負擔及操作與管理成本。
四、結論
經由化製場現場參訪,歸納出具體之化製作業流程及加工設備流程,建立中華民國境內化製流程及加工設備基礎資料。中華民國境內各化製場因規模與處理量之不同,其使用設備皆類似或相同,每公斤原料化製產出之肉骨粉相同皆為0.3公斤,而每公斤原料製出的油確有些不同,以0.08公升最高,而0.05公升最少,此差異尚待化製業者及相關人員進行探討,以提升化製場生產效率。中華民國境內與鄰近國家日本化製處理比較,主要之不同處在於殺菌脫水方式、臭氣處理及污水處理等方面,其中最大差異在於臭氣處理部份,日本經由場房規劃設計配合脫臭處理設備,針對整個場內之臭氣進行處理,並依高中低不同臭味濃度分別以燃燒脫臭或藥洗脫臭進行處理,此作法值得中華民國境內學習,以改善化製場產生之臭氣問題。
化製產出之產品為可利用之資源,場房設計原則為原料及成品之出入口應分開設置,且原料入場不經過產品區或產品出場不經過前段處理,避免產品於出廠時受污染之問題,在場房設計可採以直向、橫向或U型設計,皆可避免產品出廠時受污染,且考量臭氣處理,將每一個作業區劃分為一獨立空間,以利空氣處理及降低空氣處理之困難度及操作與管理成本。針對臭氣處理,目前中華民國境內化製場作業區配置皆尚有改善之空間,可將原料與切絞碎區與蒸煮區分開為兩個獨立作業區間,翻炒及油骨分離獨立為一作業區間,與肉骨餅粉碎及包裝分開,以利後續空氣處理規劃與探討及改善。此除了建立化製作業流程及加工設備基礎資料外,針對場房設計及中華民國境內化製場作業區配置現況比較,提供一個改善之方向,為後續空氣處理研究建立基礎,未來尚有待相關研究人員針對化製場化製技術及空氣處理技術進行探討,協助化製場提升生產效率,並解決頭痛及會招抗議之空氣臭味問題。
圖 1 化製場化製作業流程
表 1 化製場基本資料
|
項別 |
化製場 |
|
A |
B |
C |
D |
E |
|
平均日處理量(噸) |
70-80 |
50-70 |
60-80 |
40-60 |
70-90 |
|
最大日處理量(噸) |
240 |
140 |
270 |
90 |
240 |
|
每日作業時數(小時) |
14 |
12 |
15 |
14 |
15 |
|
年作業天數(日) |
365 |
365 |
365 |
365 |
365 |
|
原料製成肉骨粉(公斤/公斤) |
0.3 |
0.3 |
0.3 |
0.3 |
0.3 |
|
原料製成油(公升/公斤) |
0.08 |
0.05 |
0.06 |
0.05 |
0.07 |
圖 2 化製設備流程
 |
 |
| 圖 3 集運車 |
圖 4 地磅 |
 |
 |
| 圖 5 噴霧消毒設備 |
圖 6 鏟裝機(山貓) |
 |
 |
| 圖 7 切絞碎機 |
圖 8 高溫蒸煮機 |
 |
 |
| 圖 9 重油蒸氣鍋爐 |
圖 10 木柴蒸氣鍋爐 |
 |
 |
| 圖 11 水洗脫臭塔 |
圖 12 翻炒機 |
 |
 |
| 圖 13 油骨分離機 |
圖 14 振動過濾機 |
 |
 |
| 圖 15 貯油槽 |
圖 16 肉骨餅粉碎機 |
 |
 |
| 圖 17 肉骨粉包裝機 |
圖 18 堆高機 |
表2中華民國境內化製場設備使用現況
|
處理階段 |
處理設備 |
作業量 |
單位 |
場別數量(台) |
|
A |
B |
C |
D |
E |
|
稱重 |
地磅 |
60 |
噸 |
1 |
1 |
1 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
切、絞碎 |
鏟裝車 |
70-80 |
噸/日 |
3 |
2 |
3 |
2 |
2 |
|
|
絞碎機 |
15 |
噸/時 |
2 |
1 |
3 |
1 |
4 |
|
|
|
|
|
|
|
|
|
|
|
蒸煮 |
高溫蒸煮爐 |
15 |
噸 |
8 |
4 |
9 |
3 |
8 |
|
|
重油蒸氣鍋爐
木柴蒸氣鍋爐 |
70-80
70-80 |
噸/日
噸/日 |
1
1 |
1
- |
1
1 |
1
- |
1
1 |
|
|
|
|
|
|
|
|
|
|
|
翻炒 |
翻炒 |
70-100 |
噸 |
1 |
1 |
1 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
油骨分離 |
擠壓機 |
70-100 |
噸 |
2 |
1 |
2 |
1 |
2 |
|
|
振動過濾機 |
|
|
1 |
1 |
1 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
半成品粉碎 |
粉碎機 |
70-80 |
噸/日 |
1 |
1 |
2 |
1 |
2 |
|
|
|
|
|
|
|
|
|
|
|
肉骨粉包裝 |
儲料包裝設備 |
30 |
噸 |
2 |
1 |
4 |
1 |
2 |
|
|
|
|
|
|
|
|
|
|
|
油貯存 |
貯油桶 |
100 |
噸 |
10 |
4 |
15 |
5 |
15 |
|
|
|
|
|
|
|
|
|
|
|
脫臭(除臭) |
水滌循環機 |
- |
式 |
1 |
1 |
1 |
1 |
1 |
圖 19 日本熊本公社化製設備流程
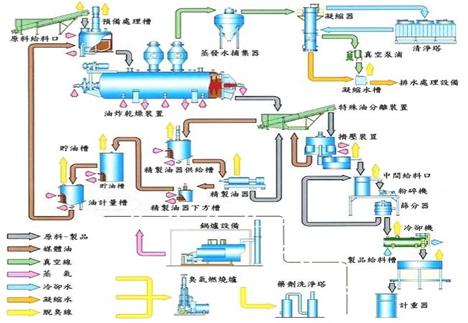
圖 20 日本熊本公社化製系統
圖 21 化製場之場房直向設計示意圖
圖 22 化製場之場房U型設計示意圖
圖 23 中華民國境內化製場作業區配置現況
五、參考文獻
1.林秋裕(1985)。固體廢棄物概論。初版。P170-186。台中:國彰出版社。
2.張漢昌(1995)。固體廢棄物污染與處理。初版。P199-228。台北:三民書局。
3.雷鵬魁(2004)。大量動物屍體處理之研究分析。台中:國立中興大學生物產業機電工程學系。
4.蘇忠楨(2007)。丹麥畜牧業斃死畜問題之處理及相關法規介紹。農政與農情。177期。(http://www.coa.gov.tw/view.php?catid=12563)
5.雷鵬魁(2003)。化製場處理動物屍體之規劃分析。台中:國立中興大學獸醫學院動物疾病診斷中心B1演講廳。
[回上頁 | 顯示此文件為可列印格式]
此文件提供者: shuYing - [評分 : 0.00 (0 票選) | 評分!]